Наши специалисты ответят на любой интересующий вопрос по услуге
Задать вопросСтанки SDM и SDMR-2500 внешне и с технической точки зрения имеют общие черты и схожие особенности.
Станки серии SDM представлены тремя моделями: SDM-2000M, SDM-2200M и SDM-2500M. Между собой они различаются мощностью двигателя, шириной фугования и размерами рабочих столов.
Все станки SDM предназначены для продольной и поперечной распиловки, фугования, работы дисковой фрезой, концевыми фрезами. Для фрезерования к станку прикрепляется дополнительный, входящий в комплект фрезерный стол или фрезерное устройство. Рейсмусование возможно с ручной подачей заготовки: приставку для этой работы можно приобрести отдельно, она оснащена собственным фуговальным валом и ставится на станок сверху.
Главное отличие BELMASH SDMR-2500 связано с наличием встроенного рейсмуса: под фуговальным валом находится подвижный стол, имеющий возможность перемещения вверх-вниз, на который кладется заготовка. Подача осуществляется автоматически. Фрезерования фасонными и концевыми фрезами на этом станке не предусмотрено. Фрезеровать дисковой фрезой можно — она ставится на пильный вал станка.
И станки SDM, и SDMR-2500 имеют 2 вала: фуговальный (крепится к раме) и пильный (способен перемещаться вверх-вниз). При настройке на пиление с помощью специальной рукоятки нужно поднять вверх пильный вал с установленным на нем диском (или дисковой фрезой). При фуговании пильный вал полностью опускают таким образом, чтобы закрепленный на нем диск или фреза оказались ниже уровня пильного стола. Строгальные столы раздвигают — при этом они немного смещаются вниз, открывая фуговальный вал. Ближний к оператору загрузочный стол сдвигается до упора, высота дальнего приемного стола может регулироваться. Выключатель двигателя станка установлен на поворотном кронштейне, который находится под загрузочным столом. В зависимости от выполняемой работы оператор может находиться с разных сторон станка — выключатель достаточно просто повернуть в нужную сторону. Высота установки выключателя подобрана с расчетом на то, чтобы можно было остановить двигатель без помощи рук — например, прижав кнопку коленом.
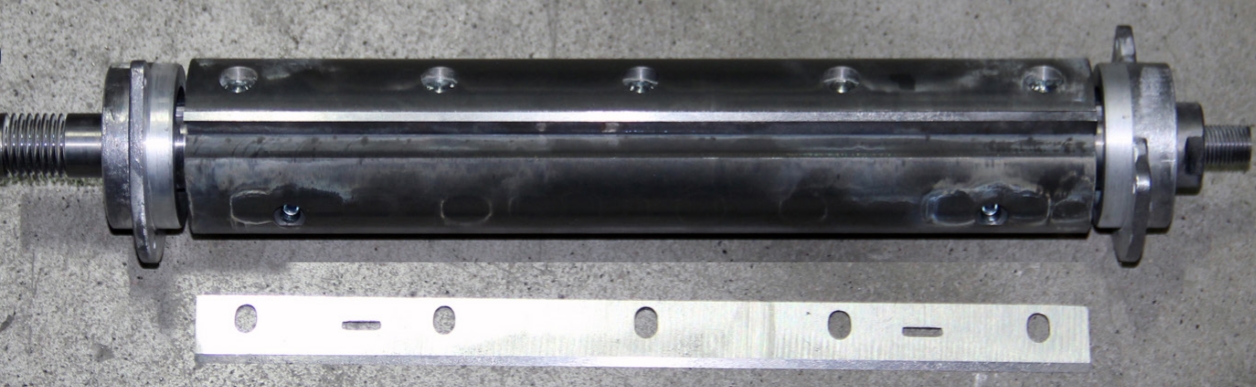
На SDMR-2500 ставятся трехножевые валы, на серии SDM — двухножевые. При одинаковой частоте вращения трехножевой вал способен обеспечить более высокое качество обработки. Конструкция крепления ножей следующая — они притягиваются регулировочными винтами, проходящими сквозь вал. Двухножевой образец вала и нож для него:
В базовую компектацию станков серии SDM рейсмусовальные узлы не входят. Однако, к ним можно отдельно приобрести приставку с рейсмусовальным валом и ручной подачей. Эта приставка устанавливается на станок сверху, ее вал приводится во вращение от двигателя станка.
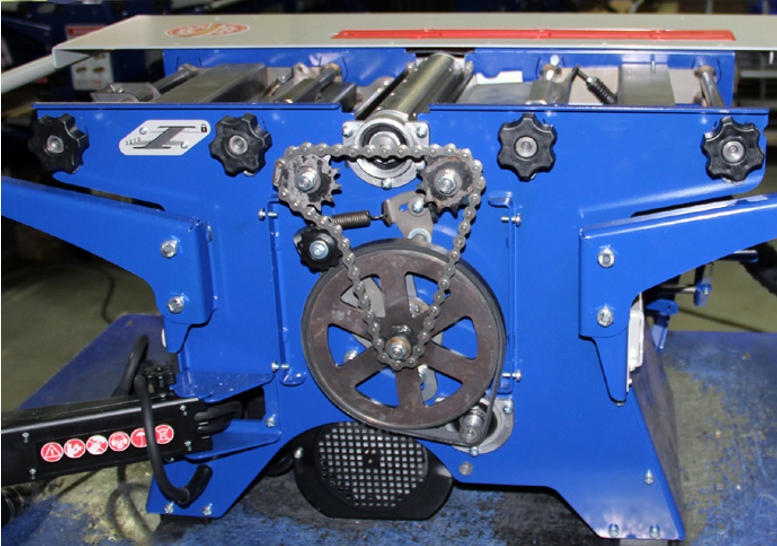
На SDMR-2500 для рейсмусования используется собственный фуговальный вал, при этой операции заготовку кладут на рейсмусовальный стол, вал обрабатывает ее с верхней стороны. Стол с механизмом его подъема показан на фото:

Этот узел является несъемный — фотография сделана до сборки станка. Для подъема стола вращают ручку (на этом фото она не установлена), в нужном положении стол фиксируют барашковой гайкой (она видна). Еще стоит обратить внимание на два свободно вращающихся ролика, по которым перемещается заготовка. Над уровнем стола ролики выступают на 0,3 мм. Они нужны для снижения трения при движении заготовки. Механизм автоматической подачи находится над заготовкой, его можно увидеть, если снять фуговальные столы.

Эта операция производится без применения инструментов. На фото сняты не только столы, но и кожух, закрывающий привод механизма.
Стоит отметить, что на SDM нет перенастроечных операций, которые требуют снятия столов, поэтому легко снять столы там не получится. На SDMR-2500 они есть. Рассмотрим процесс подготовки к рейсмусованию. Если станок можно подключить к системе удаления пыли, стружки и опилок, фуговальные столы с него снимают, вместо приёмного стола устанавливают кожух для сбора стружки.
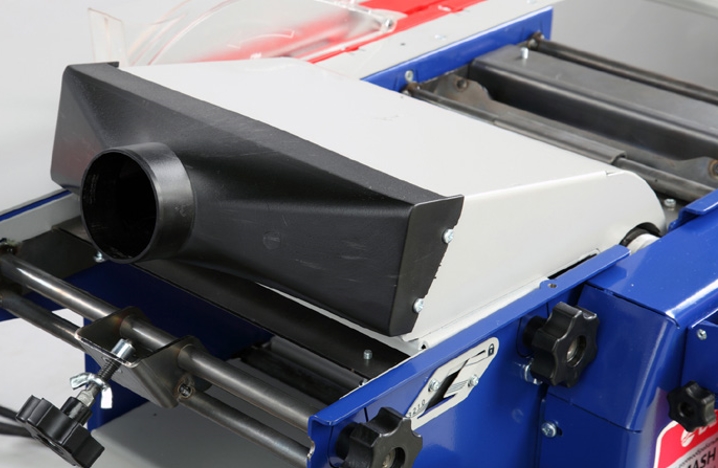
К патрубку кожуха подключают рукав устройства пылеудаления. Именно поэтому столы сделаны съемными — иначе кожух технически просто некуда поставить: раз заготовка прижимается к фуговальному валу снизу, значит, место для кожуха есть только сверху. При фуговании всё наоборот: заготовка движется выше вала, кожух можно поставить только снизу. Разумеется, это один и тот же кожух — его просто переставляют. Чтобы провести рейсмусование заготовок, останется еще выставить необходимую высоту подъема рейсмусовального стола. На этом переналадка и настройка заканчиваются, можно начинать работать.
Для работы достаточно настроить высоту съема, включить станок, поставить доску на стол и принять ее с другой стороны.

К слову, сила прижима такова, что толстую доску длиной более 3 м можно обработать даже без помощника. Для перевода в режим фугования патрубок пылеотвода станка ставят на рейсмусовальный стол и закрепляют, устанавливают обратно фуговальные столы и выставляют глубину.

Для проведения операций пиления фуговальные столы сдвигают, настраивают высоту выхода диска и ставят направляющую с опорной планкой.

При этом заготовка опирается именно на планку, после диска планка заканчивается, заготовка имеет возможность немного «разойтись», чтобы не зажимать диск. В процессе выполнения перенастроек отвертка понадобилась всего один раз — зафиксировать планку для продольного пиления. Рейсмусование и фугование — операции, сопровождающиеся образованием большого количества опилок. Для их сбора потребуется как минимум вытяжная установка с мешком на десятки литров.
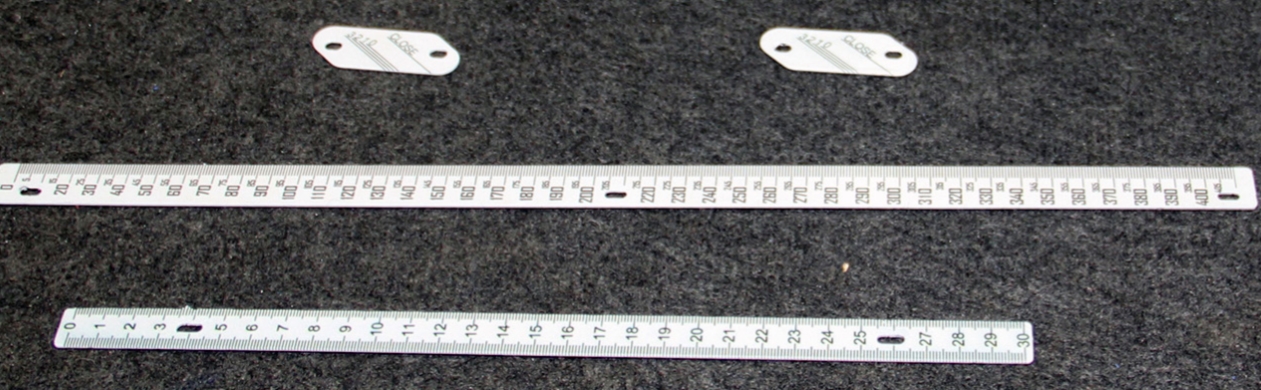
В базовый комплект всех станков входит универсальная направляющая линейка и угловой упор для проведения распилов под углом. Все основные шкалы и линейки нанесены на металлические пластины или детали станка с помощью промышленного принтера, который печатает износостойкой краской, отверждающейся под действием УФ-лучей. Кроме того, все пластины крепятся на винтах и имеют возможность «подстройки»: крепежные отверстия в них продолговатые.
На станках SDM и SDMR есть три каретки для перемещения направляющей линейки и углового упора. Они находятся на направляющей линейке и поворотном кронштейне (угловом упоре). Конструкция представлена на фото:
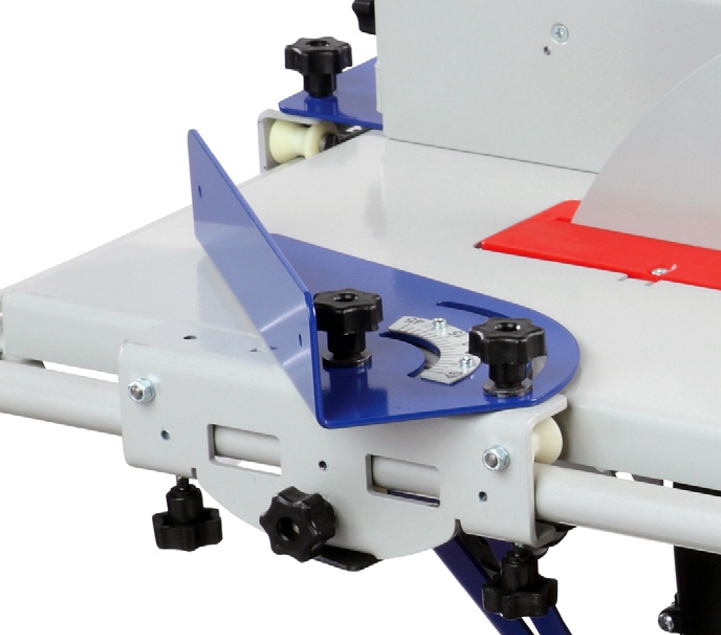
На каретке имеются два пластмассовых обкатных ролика, которые перемещаются по трубчатым направляющим. Если линейка или упор не должны перемещаться по направляющей станка, то двумя винтами снизу каретку можно жестко зафиксировать. При других операциях, где такое перемещение требуется, винты ослабляют. Если нет необходимости использования углового упора, то снимать его незачем. Можно просто откинуть его так, чтобы упор оказался ниже уровня стола. Если же для работы требуется высокая точность, то нужно отвернуть винт сбоку и, придерживая пальцем «флажок» снизу, добиться нулевого люфта каретки при перемещении.
Ко всем станкам можно приобрести подставки и столешницы. Конструкция позволяет закрепить любой станок прямо на подставке с помощью болтов и гаек либо прикрепить сверху столешницу и ставить станок на нее. Список дополнительно предлагаемых приспособлений для SDM и SDMR-2500 различен.